Achieving Zero Defect Manufacturing Part 2: Finding Defect Sources
Semiconductor manufacturing creates a wealth of data – from materials, products, factory subsystems and equipment. But how do we best utilize that information to optimize processes and reach the goal of zero defect manufacturing?
This is a topic we first explored in our previous blog, “Achieving Zero Defect Manufacturing Part 1: Detect & Classify.” In it, we examined real-time defect classification at the defect, die and wafer level. In this blog, the second in our three-part series, we will discuss how to use root cause analysis to determine the source of defects. For starters, we will address the software tools needed to properly conduct root cause analysis for a faster understanding of visual, non-visual and latent defect sources.
About software
The software platform fabs choose impacts how well users are able to integrate data, conduct database analytics and perform server-side and real-time analytics. Manufacturers want the ability to choose a platform that can scale by data volume, type and multisite integration. In addition, all of this data – whether it is coming from metrology, inspection or testing – must be normalized before fabs can apply predictive modeling and machine learning based analytics to find the root cause of defects and failures. This search, however, goes beyond a simple examination of process steps and tools; manufacturers also need a clear understanding of each device’s genealogy. In addition, fabs should employ an AI-based yield optimizer capable of running multiple models and offering potential optimization measures that can be taken in the factory to improve the process.
Now that we have discussed software needs, we will turn our attention to two use cases to further our examination of root cause analysis in zero defect manufacturing.
Root Cause Case No. 1
The first root cause value case we would like to discuss involves the integration of wafer probe, photoluminescence and epitaxial (epi) data. Previously, integrating these three kinds of data was not possible because the identification for wafers and lots – pre- and post-epi – were generally not linked. Wafers and lots were often identified by entirely different names before and after the epi step. For reasons that do not need to be explained, this was a huge hindrance to advancing the goal of zero defect manufacturing because the impact of the epi process on yield was not detected in a timely manner, resulting in higher defectivity and yield loss.
But the challenge is not as simple as identification and naming practices. Typical wafer ID trackers are not applied prior to the post-epi step because of technical and logistical constraints. The solution is for fabs to employ defect and yield analytics software that will enable genealogy that can link data from the epi and pre-epi processes to post-epi processes. The real innovation occurs when the genealogical information is normalized and interpolated with electrical test data. Once integrated, this data offers users a more complete understanding of where yield limiting events are occurring.

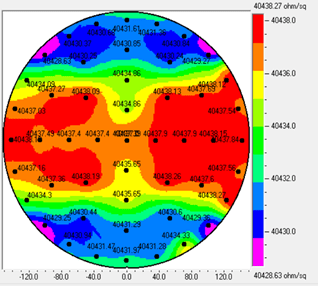
Fig. 1: Photoluminescence map (left) and electrical test performance by epi tool (right).
For example, let us consider the following scenario: in figure 1 (left) we show a group of dies that negatively affect performance on the upper left edge of the wafer. Through more traditional measures, this pocket of defectivity may have gone unnoticed, allowing for bad die to move forward in the process. But by applying integrated data, genealogical information and electrical test data, this trouble-plagued area was identified down to the epi tool and chamber (figure 1, right), and the defective material was prevented from going forward in the process. As significant as this is, with the right software platform this approach enables root cause analysis to be conducted in minutes, not days.
Now, onto the second use case in which we look at how to problem solve within the supply chain.
Root Cause Case No. 2
During final test and measurement, chips sometimes fail. In many cases, the faulty chips were previously determined to be good chips and were advanced forward in the process as a result of combining multiple chips coming from different products, lots, or wafers. The important thing here is to understand why this happens.
When there is a genealogy model in a yield software platform, fabs are able to pick the lots and wafers where bad chips come from and then run this information through pattern analysis software. In one particular scenario (figure 2), users were able to apply pattern analysis software to discover that all of the defective die arose from a spin coater issue, in this case, a leak negatively impacting the underbump metallization area following typical preventive maintenance measures.
To compensate for this, the team used integrated analytics to create a fault detection and classification (FDC) model to identify similar circumstances going forward. In this case, the FDC model monitors the suction power of the spin coater. If suction power for more than 10 consecutive samples are above the set limit, alarms are triggered and an appropriate Out of Control Action Plan (OCAP) process is executed that includes notification to tool owner.

Fig. 2: Proactive zero defect manufacturing at-a-glance.
The above explains how fabs are able to turn reactive root cause analytics into proactive monitoring. With such an approach, manufacturers can monitor for this and other issues and avoid the advancement of future defective die. Furthermore, the number of defect signatures that can be monitored inline can be as high as 40 different signatures, if not more. And in case these defects are missed at the process level, they can be identified at the inspection level or post-inspection, avoiding hundreds of issues further along in the process.
Conclusion
Zero defect manufacturing is not so much of a goal as it is a commitment to root out defects before they happen. To accomplish this, fabs need a wealth of data from the entire process to achieve a clear picture of what is going wrong, where it is going wrong and why it is going wrong. In this blog, we offered specific scenarios where root cause analysis was used to find defects across wafers and dies. However, these are just a few examples of how software can be used to find difficult-to-find defects. It can be beneficial in many different areas across the entire process, with each application further strengthening a fab’s efforts to employ a zero defect manufacturing approach, increasing yield and meeting the stringent requirements of some of the industry’s most advanced customers.
In our next blog, we will discuss how to detect dormant defects, use feedback and feedforward measures, and monitor the health of process control equipment. We hope you join us as we continue to explore methods for achieving zero defect manufacturing.
The post Achieving Zero Defect Manufacturing Part 2: Finding Defect Sources appeared first on Semiconductor Engineering.