Controlling Warpage In Advanced Packages
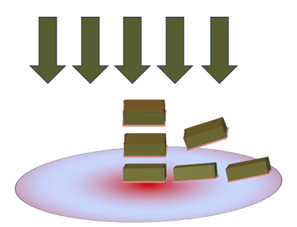
Warpage is becoming a serious concern in advanced packaging, where a heterogeneous mix of materials can cause uneven stress points during assembly and packaging, and under real workloads in the field.
Warpage plays a critical role in determining whether an advanced package can be assembled successfully and meet long-term reliability targets. New advances, such as molding compounds with improved thermal properties, advanced modeling techniques, and creative architectures involving two molding steps are enabling greater control over package warpage, while also providing more flexibility to optimize a robust multi-chiplet system.
Warpage is the inevitable result of the mismatch in coefficients of thermal expansion (CTEs) between the silicon chip, molding compound, copper, polyimide, and other materials. It changes throughout the assembly process, and can cause cracking or delamination failures. The most vulnerable spots include low-k cores, which are subject to cracking and shorts, or non-wet failures in micro-bumps.
“One thing that’s very hot these days is the discussion around warpage and stress of the package,” said Kenneth Larsen, senior director of product management at Synopsys. “This is not only when you’re going through the manufacturing process, where you change temperatures. That can cause warpage. But it’s also when the device you’re building needs to be inserted into a socket. You can have issues around warpage there, as well.”
Even when warpage is effectively addressed during assembly and packaging, a device still may warp under heavy usage in the field. This is particularly true with heterogeneous designs, where chiplets are developed using different materials or processes, and where logic is concentrated in specific areas of an asymmetrical package.
The transition to multi-chiplet packaging is accelerating rapidly due to demands for ever-higher processing speeds and low latency, especially in mobile, automotive and high-performance compute/AI applications. Engineers increasingly are turning to modeling and simulation to understand temperature-dependent warpage, which can vary depending on die thickness, mold-to-silicon ratio, and substrate type. Organic substrates are very attractive because they are inexpensive and can be customized to any size, but they are much more flexible and susceptible to warpage than silicon substrates.
All these considerations point to the need for thermal and structural models of complex heterogeneous assemblies and packages. “Advanced modeling allows companies to simulate the behavior of different materials, thermal dynamics, and mechanical stresses during the assembly process,” said Mike Kelly, vice president of chiplets/FCBGA integration at Amkor. “Through this virtual experimentation, one can predict and mitigate potential challenges, ensuring that the final product meets stringent quality and reliability standards.”
How warpage happens
The assembly process includes multiple heating and cooling steps, which induce a certain amount of deformation between adjacent materials with different thermal and mechanical properties. In advanced packaging, warpage in the 100 micron range is not unheard of.
One of the reasons warpage is such a problem today is the large size of chiplets and the very tight process windows for chiplets, redistribution layers (RDLs), substrates, and bumps of various sizes. The relative expansion and contraction of neighboring materials depends on differences in the material’s CTE, which spells out the increase in size with each degree change of temperature (ppm/°C).
“Chiplets are typically relatively large die,” said Dick Otte, CEO of Promex Industries. “In the iPad, it’s 20 x 30 millimeters, with as many as 10,000 I/Os — usually copper pillar. Just simply taking a single die and putting it down on a substrate can be quite a challenge because the pitches are so small. So what’s critical for these assemblies is controlling warpage and planarity. It needs to stay planar through the whole reflow solder process to bridge that gap between the copper pillar and the contact on the circuit board without warping.”
Warpage can either happen upward, bending at the edges (smiling), or downward (crying), depending on the relative CTEs of the materials in the stack. Silicon, for example, is 2.8; copper is 17; FR4 PCB is 14 to 17 ppm/°C. The worst CTE mismatch is between a silicon interposer and an organic substrate.
It helps to envision stacks in packaging as groups of materials. “You have to look at the CTE of the materials and their reaction at temperatures, so you’ve got relatively low expansion copper on the top and solder at the bottom,” Otte said. “They’re kind of equal with a high expansion dielectric in the middle, so that when you heat this thing up, it kind of expands by the same amount. If you just put all the copper on the top, that thing is going to warp toward the copper side when you heat it up. Copper is 15 ppm per degree C. The organics are more like twice that, at 25 to 30 ppm/°C.
Other key metrics are the modulus, or the elasticity of a material, and the glass transition temperature (Tg), the temperature at which a material begins to flow. These values are related, too. For example, when it comes to the thermal behavior of polymers like epoxy molding compound (EMC), the modulus tends to plummet above its glass transition temperature. That happens because polymer chains tend to slide freely in the liquid state, whereas they are stiffer in a solid form.
In addition to solder reflow, warpage tends to occur at the post-molding curing step. Hung-Chun Yang and colleagues at ASE recently determined that die thickness substantially influences warpage levels measured at multiple steps in an existing process for chip-first fan-out chip on substrate package. [1] They noted that “severe wafer warpage occurred after curing, resulting in misalignment and difficulty in handling in the subsequent process.” To reduce package warpage, the team replaced a metal carrier/thin film approach with a glass carrier. The team also determined that a 3D finite element method (FEM) captures the warpage behavior and agreed well with actual test vehicle data.
![]()
Fig. 1: The glass carrier in the improved flow (right) induced less warpage than the original flow. Increasing the die thickness also dramatically reduced warpage. Source: ASE
The chip-first process begins with probing the fabricated wafers, thinning and then electroplating copper studs prior to sawing and placement of known good die in two schemes. The initial process used a metal carrier that is removed after molding and replaced with a thin film. The improved process uses a glass carrier that remained through molding, curing, mold grinding, RDL, and copper pillar processes, and then wass de-bonded.
Warpage reaches its maximum level during post-mold curing, and it changes most dramatically at the curing step and after glass carrier debonding. The glass carrier flow reduces warpage overall. In addition, the ASE engineers determined they can reduce warpage an additional 35% by increasing the wafer thickness from 0.54mm to 0.7mm.
A second strategy for reducing warpage involves using EMCs with different thermal properties, especially when the process calls for two molding steps. Amkor engineers recently evaluated the reliability performance of two high-performance multi-chiplet packages by modeling and fabricating two high-performance test vehicles. One used a module approximately the size of one reticle, containing 1 ASIC, 2 HBMs and 2 bridge die (33 x 26mm). The second module was 3 reticles in size, with 2 ASICs, 8 HBMs and 10 bridge dies (54 x 46mm). [2] Heejun Jang and colleagues at Amkor Technology Korea carried out modeling and simulation using the Ansys Parametric Design Language (APDL) version 16.1 simulator and compared results with test vehicles containing dummy dies.
Amkor’s die-last S-Connect process starts with a carrier wafer, on which copper studs for the bridge die and copper pillars are fabricated (see figure 2). The integrated passives and bridge die are embedded in the first mold, which is cured and then ground back. RDL is deposited on the mold and solder capture pads and dies attached to the pads using micro-bumps. Then, the solder is reflowed and underfilled. The second mold around the face-up die is cured and ground back, followed by C4 bumping on the bottom for flip-chip connect to the substrate. The simulation analyzes warpage with 9 combinations of 3 different EMCs with high, medium, and low CTEs (7 to 12 ppm below Tg, 22 to 46 ppm above Tg) and high-to-low glass transition temperatures (145°C to 175°C). [2]
![]()
Fig. 2: Process flow for S-Connect Package. Source: Amkor
Warpage as a function of EMC choice showed all materials followed the same smile pattern at room temperature, and cry pattern at high temperature (250°C). The EMCs with the lower CTEs caused less warpage. And in cases where the mold occupies more area relative to chip area, the warpage level is more pronounced. More importantly, the warpage levels were roughly 50% higher for 450µm die relative to 650µm-thick die. Interestingly, the thicker silicon die was 3X more effective in controlling warpage relative to EMC material selection on overall module warpage, so die thickness is the biggest lever in reducing warpage in cases where it can be increased.
Reliability testing is paramount once the package configuration is chosen. Amkor ran its advanced packaging test vehicles through moisture resistance testing, highly accelerated stress testing, thermal cycling condition B, and high temperature storage tests. These are needed to root out infant mortality issues, and cross-sectional analysis can reveal any cracks or latent defects that could precipitate into failures in field use.
While the above example may constitute a large multi-chiplet package today, package sizes are growing larger still, which means even more attention to warpage will be needed. More and more this will drive assembly lines toward digital twin or virtual representations to enable process and package optimization.
“By creating virtual representations of the semiconductor assembly line, one can identify potential areas of concern and optimize control strategies,” said Amkor’s Kelly. “Virtual fabrication in package assembly enables companies to assess the impact of design changes on manufacturing processes before physical prototypes are even created. This not only accelerates the product development cycle, but also minimizes the risk of costly errors.”
The early identification of potential bottlenecks further shortens cycle times, and enhances overall efficiency.
Conclusion
Going forward, even greater attention to mechanical and thermal properties will be required by teams comprised of designers and packaging engineers. “Tight tolerances in new packaging design require an accurate analysis of mechanical and electrical tolerances during stack up,” said Curtis Zwenger, vice president of engineering and technical marketing at Amkor. “Increasingly higher levels of process capability are required, with common metrics like CpK. Identification of these critical interactions in the design can be accomplished early in process development with this type of modeling. In turn, these analyses guide the investment of advanced process control to ensure process capability is maintained.”
References
- C. Yang, et al, “Investigation of Wafer Warpage Evolution Based on Fan-out Chip-first Process,” 2024 International Conference on Electronics Packaging (ICEP), Toyama, Japan, 2024, pp. 151-152, doi: 10.23919/ICEP61562.2024.10535572.
- H. Jang et al., “Reliability Performance of S-Connect Module (Bridge Technology) for Heterogeneous Integration Packaging,” 2023 IEEE 73rd Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 2023, pp. 1027-1031, doi: 10.1109/ECTC51909.2023.00175.
Related Reading
What Works Best For Chiplets
Not all chiplets are interchangeable, and options will be limited.
The post Controlling Warpage In Advanced Packages appeared first on Semiconductor Engineering.